Locoloc® M1-K – HAND SWAGER KIT – TYPE I
Type I – Portable Swaging Machine Kit — Part No. M1-K
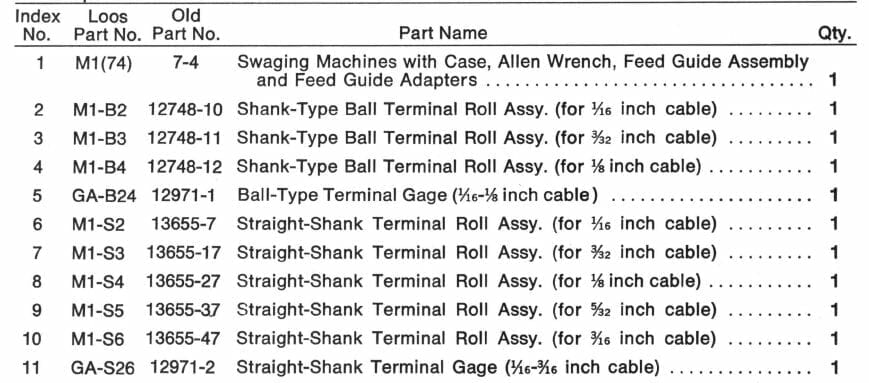
This portable, hand operated roll type swaging machine, will swage MS type terminals onto galvanized and stainless steel cables from 1/16″ diameter up to and including 3/16″ diameter. Marine-industrial terminals can also be assembled if the terminals have the same outside diameter and bore diameters as standard MS terminals before swaging. The Locoloc® Type I Roll Swaging Kit, includes the machine, a full set of roll dies, terminal gauges, and feed guide adapters in a steel carrying and storage case.
L'M1 è in grado di giuntare terminali di tipo MS su cavi in acciaio zincato e inossidabile con diametro da 1/16″ a 3/16″ incluso.
Conforme alle specifiche MIL-S-6180.
M1-K – Shipping Weight: 64 Lbs.
Straight Shank Terminal Dies – Weight: 4 Lbs.ea set.
Ball Terminal Dies – Weight: 4 Lbs. ea set.
GA-B24 – Gauge Weights: 1 Lb.
GA-S26 – Gauge Weights: 1 Lb.
DIES SOSTITUIBILI - Venduti separatamenteGA-B24GA-S26
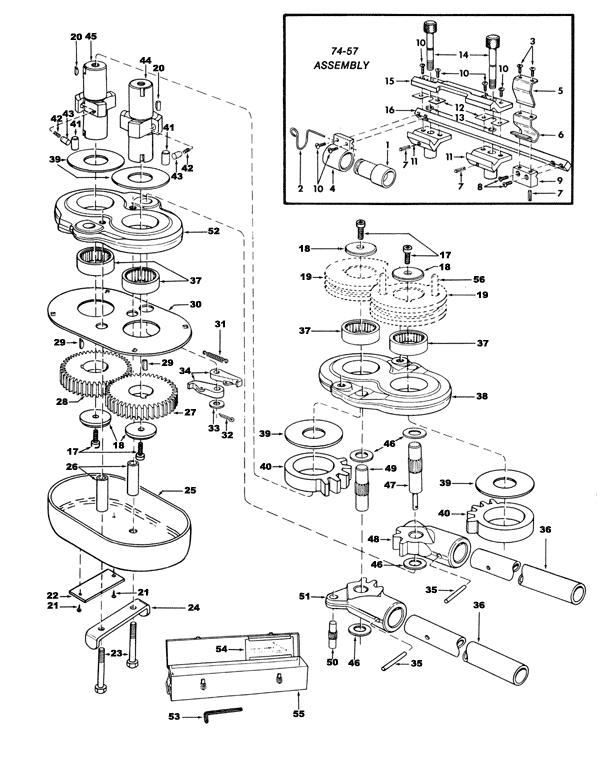
Components
Precauzione
Quando si avvitano i raccordi sulla fune metallica di costruzione 1 x 19, ricordarsi che in questa struttura la compressione è minima o nulla. La fune metallica stessa è molto solida, con un "cedimento" minimo o nullo.
La combinazione di una fune metallica di costruzione 1 x 19 prodotta sul "lato alto" della sua tolleranza e di un raccordo con un foro che scorre sul "lato basso" della sua tolleranza (vedere le dimensioni dei raccordi nelle specifiche) esaspererà questo problema. Ricordate che la macchina per la giunzione deve avere lo spazio necessario per far "fluire" o "muovere" l'acciaio nel raccordo in modo che si formi intorno alla fune metallica. Lo spazio deve essere sufficiente per raggiungere questo obiettivo.
Inoltre, molti produttori non praticano un foro abbastanza profondo nei loro raccordi. Ciò lascia uno spazio alla base del raccordo in acciaio massiccio. Questa distanza può variare da 1/4″ a oltre 1″. La macchina Locoloc® Kearney non è in grado di realizzare l'impossibile e di imbustare il metallo pieno, anche in questo caso deve esserci spazio per il "flusso" o "movimento" dell'acciaio.
Quando si verifica una delle situazioni sopra descritte, il risultato non può che essere la rottura degli stampi, la rottura delle macchine, la rottura dei raccordi e forse la perdita della costosa fune metallica. La maggior parte dei casi può essere facilmente evitata controllando quanto segue prima di tentare l'operazione di rondellatura:
Diametro della fune metallica: è sul lato alto della tolleranza?
Diametro interno del raccordo: la fune metallica entrerà facilmente?
Profondità del foro nel raccordo - non tentare di eseguire l'imbutitura su acciaio pieno, iniziare l'imbutitura dal fondo del foro.
Durezza dell'acciaio - controllare la durezza Rockwell. Vedere sopra.
Non aggiungete leva alla vostra macchina per la rondellatura estendendo l'impugnatura oltre la lunghezza della prolunga che vi forniamo. L'impugnatura è progettata per ottenere la massima compressione per la quale la macchina è stata progettata. L'aumento della lunghezza dell'impugnatura può causare la rottura di stampi, ingranaggi e/o telai molleggiati e costi di riparazione elevati.
Manutenzione
Pulizia: La polvere, la sporcizia o altri materiali estranei non devono accumularsi sulla macchina per giuntare; finiranno per penetrare nel meccanismo e causare un'usura eccessiva e danni.
Prima di installare un set di matrici per rulli, pulire accuratamente le superfici attive con un panno morbido e pulito per assicurarsi che la grana non danneggi le superfici delle matrici per rulli.
Gli accumuli ostinati di grasso o altro materiale appiccicoso possono essere rimossi con un solvente a base di petrolio.
Lubrificazione: Ogni macchina per la giunzione è confezionata con lubrificante al momento dell'assemblaggio in fabbrica e non è necessaria una successiva lubrificazione periodica. Se e quando la macchina viene smontata per la riparazione o la revisione, il grasso vecchio sui cuscinetti e sui denti degli ingranaggi deve essere pulito con un solvente e queste parti devono essere leggermente lubrificate con grasso per basse temperature a pressione estrema, MIL-G-7118 o equivalente.
Protezione dalla corrosione: Se la macchina per rovistare si trova in un ambiente polveroso o umido, si consiglia di coprire la macchina con un cappuccio di vinile o tela abbastanza pesante quando non è in uso.
Il contatto delle mani nude con la superficie di lavoro degli stampi a rulli deve essere evitato per evitare la corrosione delle impronte digitali.
Ogni volta che una serie di matrici a rulli viene rimossa dalla macchina per la rondellatura, le matrici a rulli e le parti esposte degli alberi della macchina devono essere leggermente ricoperte con un olio pulito resistente alla corrosione.
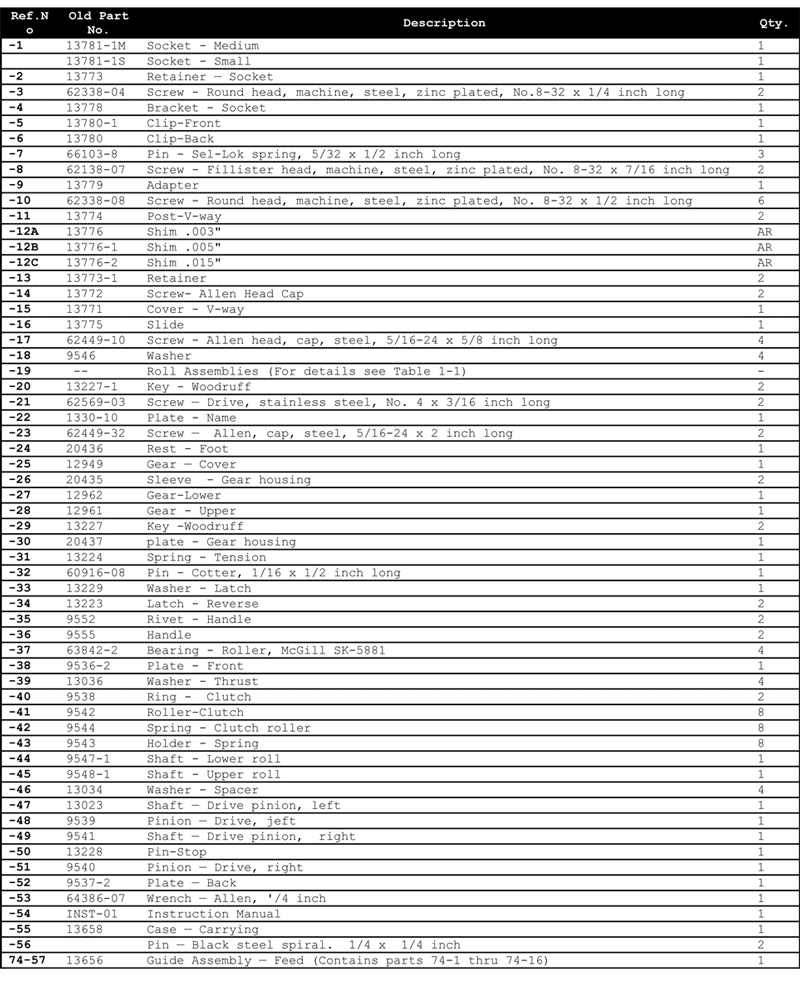
Ricambi
Ulteriori informazioni
INFORMAZIONI SULLA RESTRIZIONE DELLA GARANZIA:
Loos & Co. limita la garanzia su tutte le macchine Locoloc® Kearney all'utilizzo di soli raccordi Locoloc® per garantire pienamente le prestazioni delle nostre macchine. Non possiamo essere responsabili di danni alla macchina causati da raccordi di altri produttori che superano la durezza Rockwell di 62, scala A o RB100.
Ovviamente, ci sono alcuni raccordi che saranno giuntati dalle macchine Locoloc® Kearney e che noi non forniamo o non possiamo fornire. In questo caso, vi chiediamo di controllare la durezza dei raccordi per verificare che la durezza massima Rockwell sia di 62, scala A. Anche in questo caso, non possiamo essere responsabili dei danni alla macchina causati da raccordi di altri produttori che superano la durezza Rockwell di 62, scala A o RB100.