Especificaciones
Kit Contains:
A) 12×19 Mounting Plate
B) Adjustable Base to Tighten Chain
C) Right Angle Gear Reducer including 1-1/2″ HP Single Phase 115 volt motor.
D) Foot Switch with 5 feet of cord connected to motor and 10 feet of cord for connection to power supply.
E) 2 Chain Sprockets and Roller Chain
E) Necessary cap screws to mount gear box, swager and guard.
F) Chain Guard
Precaución
Al prensar accesorios en cables de acero de 1 x 19, recuerde que la compresión que queda en este tipo de construcción es mínima o nula. El cable en sí es muy sólido con poca o ninguna "cesión".
La combinación de un cable de construcción 1 x 19 fabricado en el "lado alto" de su tolerancia y un accesorio con un orificio en el "lado bajo" de su tolerancia (véanse las dimensiones de los accesorios en las especificaciones) exagerará este problema. Recuerde que una máquina de estampado debe tener espacio para "fluir" o "mover" el acero en el accesorio para que se forme alrededor del cable metálico. Debe haber espacio para ello.
In addition, many manufacturers do not drill the hole in their fittings deep enough. This leaves a space at the base of the fitting of solid steel. This distance can vary from 1/4″ up to over 1″. The Locoloc® Kearney machine simply cannot perform the impossible and swage solid metal, again there must be room for the steel to “flow” or “move.”
Cuando se produce cualquiera de las situaciones anteriores, el resultado sólo puede ser la rotura de matrices, máquinas con muelles, accesorios estropeados y quizás la pérdida de un cable de acero caro. La mayoría de los casos podrían evitarse fácilmente comprobando lo siguiente antes de intentar prensar:
- Diámetro del cable de acero: ¿está en la parte alta de la tolerancia?
- Diámetro interior del accesorio: ¿pasará fácilmente el cable metálico?
- Profundidad del orificio en el accesorio: no intente ensamblar sobre acero macizo, comience a ensamblar en la parte inferior del orificio.
- Dureza del acero - compruebe la dureza Rockwell. Véase más arriba.
- No agregue palanca a su máquina de estampado extendiendo la manija más allá de la longitud de la extensión de la manija que suministramos. El mango está diseñado para lograr la máxima compresión para la que está diseñada la máquina. Si aumenta la longitud de la empuñadura, se romperán las matrices, los engranajes y/o los bastidores con muelles y se incurrirá en grandes costes de reparación.
Mantenimiento
Limpieza:
No se debe permitir que se acumule polvo, suciedad u otros materiales extraños en la máquina de estampado; con el tiempo se introducirán en el mecanismo y causarán un desgaste excesivo y daños.
Antes de instalar un juego de troqueles de rodillo, limpie cuidadosamente sus superficies activas con un paño suave y limpio para asegurarse de que ninguna arenilla estropeará las superficies de los troqueles de rodillo.
Las acumulaciones persistentes de grasa u otros materiales pegajosos suelen eliminarse limpiando con un disolvente a base de petróleo.
Lubricación:
En el momento de su montaje en fábrica, todas las máquinas de deformación están provistas de lubricante, por lo que no es necesario lubricarlas periódicamente. Si la máquina se desmonta para reparación o revisión, la grasa vieja de los cojinetes y dientes de engranaje debe limpiarse con disolvente y estas piezas deben rellenarse ligeramente con grasa de baja temperatura a presión extrema, MIL-G-7118 o equivalente.
Protección contra la corrosión:
If the swaging machine is located in a dusty or humid environment, it is recommended that a hood of fairly heavy vinyl or canvas be used to cover it when it is no in use.
Debe evitarse el contacto de las manos desnudas con la superficie de trabajo de los rodillos para evitar la corrosión por huellas dactilares.
Cada vez que se retira un juego de troqueles de rodillo de la máquina de estampado, los troqueles de rodillo y las partes expuestas de los ejes de la máquina deben recubrirse ligeramente con un aceite limpio resistente a la corrosión.
Información adicional
INFORMACIÓN SOBRE RESTRICCIONES DE LA GARANTÍA:
Loos & Co. limita la garantía de todas las máquinas Locoloc® Kearney al uso exclusivo de racores Locoloc® para garantizar plenamente el rendimiento de nuestras máquinas. No nos hacemos responsables de los daños causados en las máquinas por racores de otro fabricante que superen la dureza Rockwell de 62, escala A o RB100.
Obviamente, hay determinados racores que serán estampados por las máquinas Locoloc® Kearney que no suministramos o no podemos suministrar. Cuando esto ocurra, le rogamos que compruebe la dureza de los racores para determinar que la dureza Rockwell máxima sea de 62, escala A. Una vez más, no podemos hacernos responsables de los daños causados en la máquina por racores de otro fabricante que superen la dureza Rockwell de 62, escala A o RB100.
Conversion Info
INSTRUCTIONS FOR ASSEMBLING MOTOR DRIVE KIT WITH TYPE II MANUAL SWAGING MACHINE
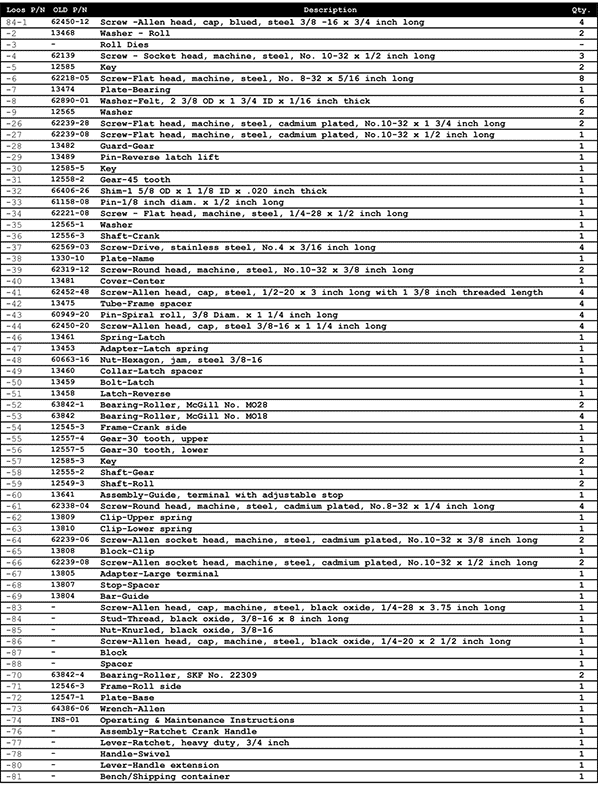
Consulte el lista de piezas para la ubicación de las piezas de la máquina de estampación que se mencionan a continuación.
1 – Take out capscrew -1 and washer -9 to remove operating lever from square drive lug of crankshaft -36.
2 – Take out screws -26 and -27 and remove gear guard -28.
3 – Remove internal reversing latch, which consists of the following parts:
-29 Lift Pin, Reverse Latch
-46 Pestillo de muelle
-47 Adaptador, muelle del pestillo
-48 Tuerca hexagonal 3/8 x 3/16
-49 Collar, espaciador del pestillo
-50 Perno, pestillo
-51 Pestillo, marcha atrás
(Nota: no sustituya la protección del engranaje)
4 – The drive motor and reduction gear, already assembled are shipped mounted on a 12″ x 17 1/2″ x 1/2″ Steel base plate, shown in Figure B-1.
This plate is predrilled with the four mounting bolt holes for the Type II Swaging Machine.
Place the Swaging Machine on the base plate and using 3/8 x 1 1.4″ allen head bolts with flat washers secure the machine and the base plate to the bench.
5 – Slide the smaller sprocket onto the output shaft of the speed reducer, but do not secure it.
6 – Engage the roller chain with the two sprockets and then engage the larger sprocket with the square drive lug of the swaging machine. Secure it with capscrew -1 and flat washer -9.
7 – Slide the smaller sprocket in or out on the output shaft of the speed reducer to align it with the larger sprocket and then secure it with the setscrew in its hub.
8 – Adjust the spacing of the two sprockets to obtain proper chain tension. The chain can be tightened by transferring the flat washers on the mounting bolts of the reducer gear housing from the underside of the housing to the upper side. Transferring rather than simply removing the flat washers avoids the necessity of changing to a shorter mounting bolt. Be sure to transfer the same number of washers on each of the four mounting bolts.
A final fine adjustment can be obtained by loosening the mounting bolts of the Swaging Machine and sliding it on the base plate in the appropriate direction as permitted by its slotted mounting holes. The chain is properly tensioned when its slack permits a total crossways movement of the chain of 1/4″.
9 – Install the Chain Guard between the motor drive unit and the swaging machine and secure it to the base plate with two hex head machine screws engaging tapped holes provided in the base plate.
10 – Plug the electrical cord into a suitable electrical power supply (110 volt).



{kind=link}