INSTRUCCIONES PARA EL MONTAJE DEL KIT DE ACCIONAMIENTO DEL MOTOR CON LA MÁQUINA ESTAMPADORA MANUAL TIPO II - M2-PDK
Consulte el lista de piezas para la ubicación de las piezas de la máquina de estampación que se mencionan a continuación.
- Saque el tornillo de cabeza cilíndrica -1 y la arandela -9 para desmontar la palanca de accionamiento de la orejeta cuadrada del cigüeñal -36.
- Saque los tornillos -26 y -27 y retire la protección del engranaje -28.
- Retire el pestillo de marcha atrás interno, que consta de las siguientes piezas:-29 Pasador de elevación, pestillo de marcha atrás
-46 Pestillo de muelle
-47 Adaptador, muelle del pestillo
-48 Tuerca hexagonal 3/8 x 3/16
-49 Collar, espaciador del pestillo
-50 Perno, pestillo
-51 Pestillo, marcha atrás
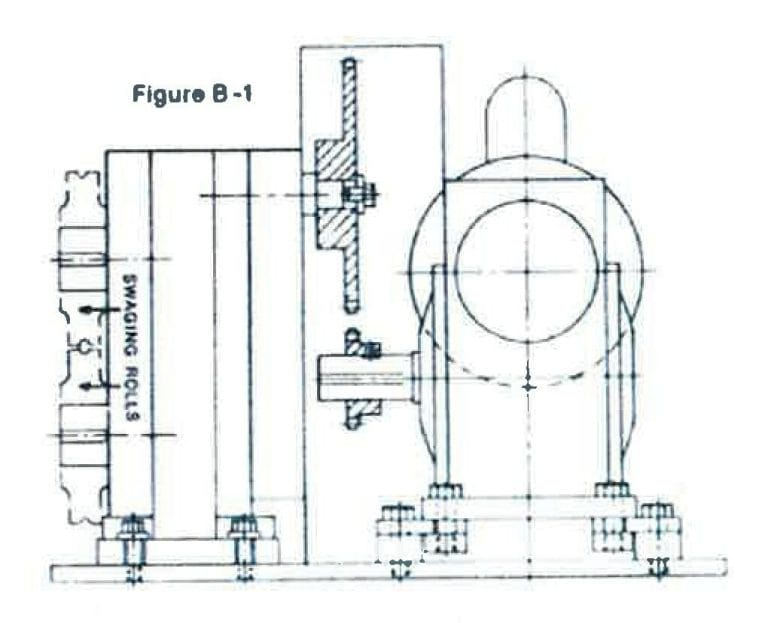
(Nota: no sustituya la protección del engranaje) - El motor de accionamiento y el reductor, ya montados se envían montados sobre una placa base de acero de 12″ x 17 1/2″ x 1/2″, mostrada en Figura B-1Esta placa está pretaladrada con los cuatro orificios de los pernos de montaje para la máquina de estampación de tipo II.
Coloque la máquina de estampado sobre la placa base y utilizando pernos de cabeza allen de 3/8 x 1 1,4″ con arandelas planas fije la máquina y la placa base al banco.
- Deslice la rueda dentada más pequeña en el eje de salida del reductor de velocidad, pero no la fije.
- Enganche la cadena de rodillos con los dos piñones y, a continuación, enganche el piñón más grande con la orejeta cuadrada de accionamiento de la máquina estampadora. Fíjelo con el tornillo prisionero -1 y la arandela plana -9.
- Deslice la rueda dentada más pequeña hacia dentro o hacia fuera en el eje de salida del reductor de velocidad para alinearla con la rueda dentada más grande y, a continuación, fíjela con el tornillo prisionero en su cubo.
- Ajuste la separación de los dos piñones para obtener la tensión adecuada de la cadena. La cadena se puede tensar transfiriendo las arandelas planas de los pernos de montaje de la carcasa del reductor de la parte inferior de la carcasa a la parte superior. La transferencia en lugar de la simple retirada de las arandelas planas evita la necesidad de cambiar a un perno de montaje más corto. Un ajuste fino final se puede obtener aflojando los pernos de montaje de la máquina de contracción y deslizándola sobre la placa base en la dirección apropiada según lo permitido por sus agujeros de montaje ranurados. La cadena está correctamente tensada cuando su holgura permite un movimiento transversal total de la cadena de 1/4″.
- Instale el protector de la cadena entre la unidad de accionamiento del motor y la máquina de contracción y fíjelo a la placa base con dos tornillos de cabeza hexagonal que encajen en los orificios roscados de la placa base.
- Enchufe el cable eléctrico a una toma de corriente adecuada (110 voltios).