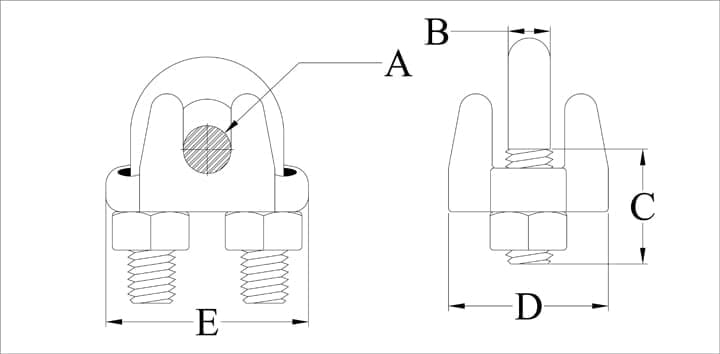
图纸和规格

部件号 | A | B | C | D | E | 每 100 件重量 |
| CP7-2* | 1/16, 3/32 | .09 | .40 | .52 | .55 | 2 |
| CP7-4* | 1/8 | .12 | .43 | .55 | .62 | 2 |
| CP7-5* | 5/32 | .15 | .56 | .70 | .73 | 4 |
| CP7-6* | 3/16 | .19 | .67 | .78 | .87 | 6 |
| CP7-8* | 7/32, 1/4 | .23 | .75 | .84 | 1.11 | 9 |
| CP7-10* | 9/32, 5/16 | .31 | .90 | 1.06 | 1.34 | 1.7 |
| CP7-12* | 3/8 | .38 | 1.00 | 1.32 | 1.74 | 3.6 |
* 表示库存项目
坚固的不锈钢鞍座带有凹槽,可牢牢固定电缆。不锈钢 U 型螺栓和螺母。使用上文建议的夹子(在可锻铸铁夹子下),以获得最大强度。
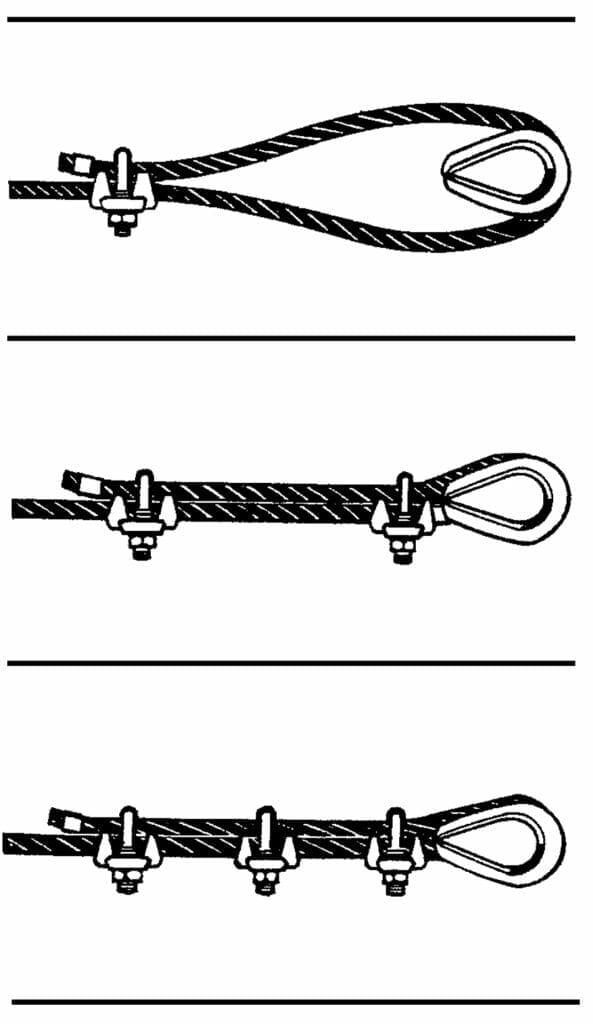
如何做到

正确使用钢丝绳夹
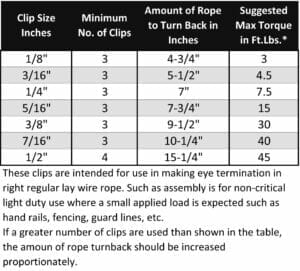
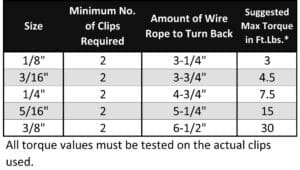
1 - 在适当尺寸的钢丝绳顶针上回转指定数量的钢丝绳。(回转长度见下表)
2 - 安装第一个夹子,使 U 形螺栓与钢丝绳的死端相距一个夹子底座宽度。钢丝绳的活端位于鞍座(夹子底座)中。记住 活端鞍座,死端 U 型螺栓。
3 - 将 U 形螺栓螺母拧紧至图表中规定的扭矩值。
4 - 将第二个夹子尽可能靠近顶针形成的环。拧紧夹子上的螺母,但不要拧紧。
5 - 在前两个夹子之间均匀地装上其他夹子(如图所示)。
6 - 按照扭矩规格均匀拧紧所有螺母。
7 - 在对组件施加第一次负载后,重新拧紧所有螺母。 钢丝绳应定期检查并重新扭紧。
如果使用其他物体进行绳索回转,则应至少再使用一个钢丝绳夹。图表中规定的夹子数量是根据使用以下类型的新钢丝绳计算的:"右常规 "或 "Lang Lay "钢丝绳 6 x 19 级或 6 x 37 级,纤维芯 (FC) 或钢芯 (WSC 或 IWRC)
对于以上未列出的钢丝绳等级,可能需要额外的夹子。使用更多夹子时,应增加钢丝绳的回转长度。
如果使用得当,钢丝绳夹的效率等级约为新钢丝绳所列断裂强度的 80%。
 镀锌可锻钢丝绳夹
镀锌可锻钢丝绳夹
 不锈钢钢丝绳夹
不锈钢钢丝绳夹
* 适用于未润滑的干净新螺纹
用户对部件的匹配、设计、安全系数和安装负责。