规格
可将 AN 或 MS 型接头压接在直径从 1/16 英寸到 3/8 英寸的镀锌和不锈钢电缆上。
符合 MIL 规范 MIL-S-6180。
运输重量:550 磅



可将 AN 或 MS 型接头压接在直径从 1/16 英寸到 3/8 英寸的镀锌和不锈钢电缆上。
符合 MIL 规范 MIL-S-6180。
运输重量:550 磅
套件包含
1 M2P LOCOLOC® - KEARNEY 台式电动压接机
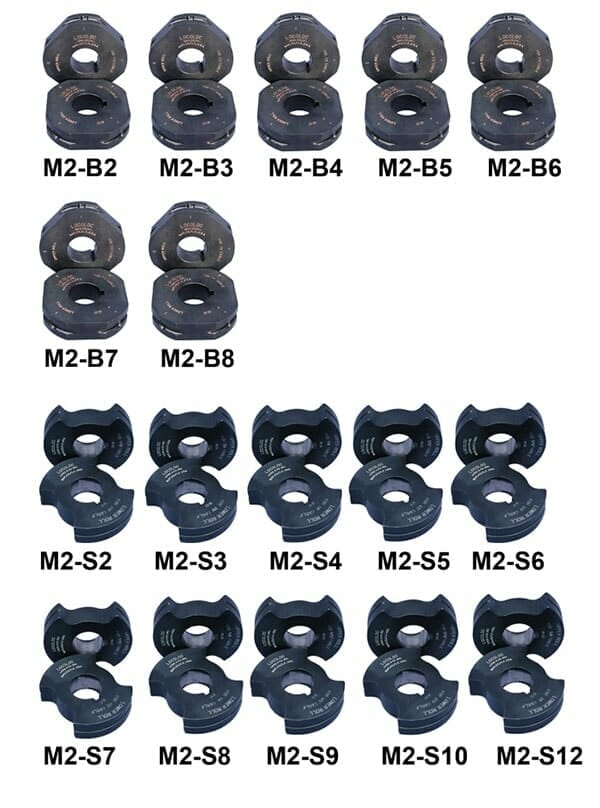
10 套,直柄卷筒(模具),适用于 1/16 英寸至 3/8 英寸电缆
7 套,球形端子卷(模具),适用于 1/16 英寸至 1/4 英寸电缆
4 种量规,适用于所有球形和柄形端子
1 个辅助适配器(带螺栓),用于直柄模具(部件号 M2-AA26)
1 弹簧夹组件(部件号 M2-SCA)
1 个导向组件可调止动块(部件号 M2-GAAS)
1 用于安装 II 型 POWERED LOCOLOC® - KEARNEY 的工作台(部件号 M2-BENCH)
在 1 x 19 结构的钢丝绳上安装接头时,请记住这种结构的钢丝绳几乎没有压缩力。钢丝绳本身非常坚固,几乎没有 "松动"。
1 x 19 结构的钢丝绳在公差 "偏高 "的情况下制造,而接头的孔在公差 "偏低 "的情况下运行(见规格下的接头尺寸),两者结合会使问题更加严重。请记住,预装机必须有足够的空间让接头中的钢材 "流动 "或 "移动",以围绕钢丝绳成型。必须有足够的空间来实现这一目标。
此外,许多制造商在配件上钻孔的深度不够。这就在实心钢接头的底部留下了一个空间。这个距离从 1/4 英寸到超过 1 英寸不等。Locoloc® Kearney 机器根本无法完成不可能完成的任务,也无法对实心金属进行压接,同样必须留出空间让钢材 "流动 "或 "移动"。
如果出现上述任何一种情况,结果只能是模具损坏、机器窜动、配件毁坏,甚至可能损失昂贵的钢丝绳。在尝试进行压接之前,只要检查以下几点,就可以轻松避免大多数情况的发生:
清洁:
不能让灰尘、污垢或其他外来物质聚集在弯管机上;它们最终会进入机械装置,造成过度磨损和损坏。
在安装一组辊模之前,用干净的软布仔细擦拭其活性表面,以确保不会有砂粒弄脏辊模表面。
顽固的油脂或其他粘性物质通常可以用石油基溶剂擦拭去除。
润滑:
每台弯管机在工厂组装时都已加注润滑油,此后无需定期润滑。如果要拆卸机器进行修理或大修,应使用溶剂将轴承和齿轮齿上的旧润滑脂清除干净,然后在这些部件上轻轻涂上 MIL-G-7118 或同等规格的极压低温润滑脂。
防腐蚀:
如果弯管机位于多尘或潮湿的环境中,建议在不使用弯管机时用相当厚的乙烯基塑料或帆布罩住弯管机。
必须避免赤手接触辊模的工作表面,以防止指印腐蚀。
每次从预装机中取出一套辊模,都应在辊模和机器轴的外露部分轻轻涂上干净的防腐蚀油。
工厂安装:
如果订购,动力驱动装置将在出厂时装配到 II 型弯管机上。
在这种情况下,II 型锻造机和动力驱动装置的组件连接并封闭在装运容器/工作台的下半部分,模具和附件固定在上半部分。同样,在客户工厂收货时,将 II 型锻造机和动力驱动装置的组件从装运箱/工作台上拆下,转移到工作台表面,并将装运螺栓插入工作台上的预钻孔中固定。
保修限制信息:
Loos & Co. 公司对所有 Locoloc® 卡尼机器的保修仅限于使用 Locoloc® 接头,以充分保证我们机器的性能。对于其他制造商生产的洛氏硬度超过 62、A 级或 RB100 的配件造成的机器损坏,我们概不负责。
很明显,Locoloc® Kearney 机器将压接的某些接头是我们不提供或不能提供的。在这种情况下,我们要求您检查管接头的硬度,以确定最大洛氏硬度为 62 A 级,同样,如果其他制造商生产的管接头的洛氏硬度超过 62 A 级或 RB100,造成机器损坏,我们概不负责。