Spécifications
Kit Contains:
A) 12×19 Mounting Plate
B) Adjustable Base to Tighten Chain
C) Right Angle Gear Reducer including 1-1/2″ HP Single Phase 115 volt motor.
D) Foot Switch with 5 feet of cord connected to motor and 10 feet of cord for connection to power supply.
E) 2 Chain Sprockets and Roller Chain
E) Necessary cap screws to mount gear box, swager and guard.
F) Chain Guard
Précaution
Lorsque vous sertissez des raccords sur un câble d'acier de construction 1 x 19, n'oubliez pas qu'il n'y a que peu ou pas de compression restante dans cette construction. Le câble lui-même est très solide et ne présente que peu ou pas de jeu.
La combinaison d'un câble d'acier de construction 1 x 19 fabriqué du "côté haut" de sa tolérance et d'un raccord dont le trou se trouve du "côté bas" de sa tolérance (voir les dimensions des raccords dans les spécifications) exagérera ce problème. Rappelez-vous qu'une machine à rétreindre doit avoir de la place pour "couler" ou "déplacer" l'acier dans le raccord afin de le former autour du câble métallique. Il doit y avoir de l'espace pour y parvenir.
En outre, de nombreux fabricants ne percent pas le trou de leurs raccords assez profondément. Cela laisse un espace à la base du raccord en acier massif. Cette distance peut varier de 1/4″ à plus de 1″. La machine Locoloc® Kearney ne peut tout simplement pas réaliser l'impossible et sertir du métal plein, car il doit y avoir de la place pour que l'acier "coule" ou "bouge".
Lorsque l'une des situations ci-dessus se produit, le résultat ne peut être que des matrices cassées, des machines bloquées, des raccords abîmés et peut-être la perte d'un câble d'acier coûteux. La majorité des cas peuvent être facilement évités en vérifiant les points suivants avant d'essayer de rétreindre :
- Diamètre du câble métallique - se situe-t-il dans la partie supérieure de la tolérance ?
- Diamètre intérieur du raccord - le câble métallique s'y insérera-t-il facilement ?
- Profondeur du trou dans le raccord - ne pas essayer de sertir sur de l'acier solide, commencer à sertir au fond du trou.
- Dureté de l'acier - vérifier la dureté Rockwell. Voir ci-dessus.
- N'augmentez pas l'effet de levier de votre machine à rétreindre en allongeant la poignée au-delà de la longueur de la rallonge que nous fournissons. La poignée est conçue pour réaliser la compression maximale pour laquelle la machine est conçue. Si vous augmentez la longueur de la poignée, vous risquez de casser les matrices, les engrenages et/ou les cadres élastiques, ce qui entraînera des coûts de réparation élevés.
Maintenance
Nettoyage :
La poussière, la saleté ou d'autres matières étrangères ne doivent pas s'accumuler sur la machine à rétreindre ; elles finiront par s'infiltrer dans le mécanisme et provoqueront une usure excessive et des dommages.
Avant d'installer un jeu de cylindres, essuyez soigneusement leurs surfaces actives à l'aide d'un chiffon doux et propre afin de vous assurer qu'aucun grain n'abîme les surfaces des cylindres.
Les accumulations tenaces de graisse ou d'autres matières collantes peuvent généralement être éliminées en les essuyant avec un solvant à base de pétrole.
Lubrification :
Chaque machine à rétreindre est emballée avec du lubrifiant lorsqu'elle est assemblée à l'usine, et aucune lubrification périodique ultérieure n'est nécessaire. Si la machine est démontée pour réparation ou révision, l'ancienne graisse sur les roulements et les dents d'engrenage doit être nettoyée à l'aide d'un solvant et ces pièces doivent être légèrement lubrifiées avec de la graisse extrême pression basse température, MIL-G-7118 ou équivalent.
Protection contre la corrosion :
If the swaging machine is located in a dusty or humid environment, it is recommended that a hood of fairly heavy vinyl or canvas be used to cover it when it is no in use.
Le contact des mains nues avec la surface de travail des cylindres doit être évité afin d'éviter la corrosion par empreintes digitales.
Chaque fois qu'un jeu de matrices est retiré de la machine à rétreindre, les matrices et les parties exposées des arbres de la machine doivent être légèrement enduites d'une huile propre et résistante à la corrosion.
Informations complémentaires
DES INFORMATIONS SUR LES RESTRICTIONS DE GARANTIE :
Loos & Co. limite la garantie de toutes les machines Locoloc® Kearney à l'utilisation exclusive de raccords Locoloc® afin de garantir pleinement les performances de nos machines. Nous ne pouvons être tenus responsables des dommages causés à la machine par des raccords d'un autre fabricant dont la dureté Rockwell est supérieure à 62, échelle A ou RB100.
Il est évident que certains raccords qui seront sertis par les machines Locoloc® Kearney ne sont pas ou ne peuvent pas être fournis par nous. Dans ce cas, nous vous demandons de vérifier la dureté des raccords pour déterminer que la dureté Rockwell maximale est de 62, échelle A. Encore une fois, nous ne pouvons pas être responsables des dommages causés à la machine par des raccords d'un autre fabricant qui dépassent la dureté Rockwell de 62, échelle A ou RB100.
Conversion Info
INSTRUCTIONS FOR ASSEMBLING MOTOR DRIVE KIT WITH TYPE II MANUAL SWAGING MACHINE
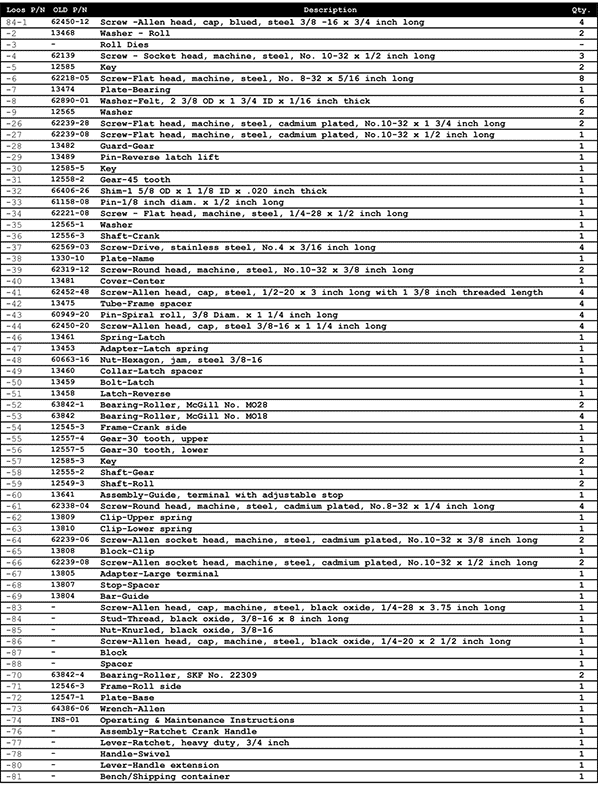
Se référer à la liste des pièces pour connaître l'emplacement des pièces de la machine à rétreindre mentionnées ci-dessous.
1 – Take out capscrew -1 and washer -9 to remove operating lever from square drive lug of crankshaft -36.
2 – Take out screws -26 and -27 and remove gear guard -28.
3 – Remove internal reversing latch, which consists of the following parts:
-29 Lift Pin, Reverse Latch
-46 Loquet à ressort
-47 Adaptateur, ressort de verrouillage
-48 Écrou à emboîtement hexagonal 3/8 x 3/16
-49 Collier, entretoise de loquet
-50 Boulon de verrouillage
-51 Verrouillage, marche arrière
(Remarque : ne pas remplacer la protection de l'engrenage)
4 – The drive motor and reduction gear, already assembled are shipped mounted on a 12″ x 17 1/2″ x 1/2″ Steel base plate, shown in Figure B-1.
This plate is predrilled with the four mounting bolt holes for the Type II Swaging Machine.
Place the Swaging Machine on the base plate and using 3/8 x 1 1.4″ allen head bolts with flat washers secure the machine and the base plate to the bench.
5 – Slide the smaller sprocket onto the output shaft of the speed reducer, but do not secure it.
6 – Engage the roller chain with the two sprockets and then engage the larger sprocket with the square drive lug of the swaging machine. Secure it with capscrew -1 and flat washer -9.
7 – Slide the smaller sprocket in or out on the output shaft of the speed reducer to align it with the larger sprocket and then secure it with the setscrew in its hub.
8 – Adjust the spacing of the two sprockets to obtain proper chain tension. The chain can be tightened by transferring the flat washers on the mounting bolts of the reducer gear housing from the underside of the housing to the upper side. Transferring rather than simply removing the flat washers avoids the necessity of changing to a shorter mounting bolt. Be sure to transfer the same number of washers on each of the four mounting bolts.
A final fine adjustment can be obtained by loosening the mounting bolts of the Swaging Machine and sliding it on the base plate in the appropriate direction as permitted by its slotted mounting holes. The chain is properly tensioned when its slack permits a total crossways movement of the chain of 1/4″.
9 – Install the Chain Guard between the motor drive unit and the swaging machine and secure it to the base plate with two hex head machine screws engaging tapped holes provided in the base plate.
10 – Plug the electrical cord into a suitable electrical power supply (110 volt).



{kind=link}